Ключевые моменты контроля температуры при ковке валов


| Название продукта: | Ключевые моменты контроля температуры при ковке валов |
| Ключевые слова: | Ключевые моменты контроля температуры при ковке валов |
| Промышленность: | Транспорт - Аэрокосмическая промышленность |
| Ремесла: | ковка - Штамповка |
| Материал: | легированная сталь |
Производители перерабатывающей промышленности
- Есть производители 59 , которые предлагают похожую продукцию
- Есть производители 174 , которые предоставляют эту технологию обработки
- Есть производители 71 , которые предоставляют эту услугу по обработке материалов
- Есть производители 136 , которые предоставляют услуги по обработке в этой отрасли
Подробная информация о продукте
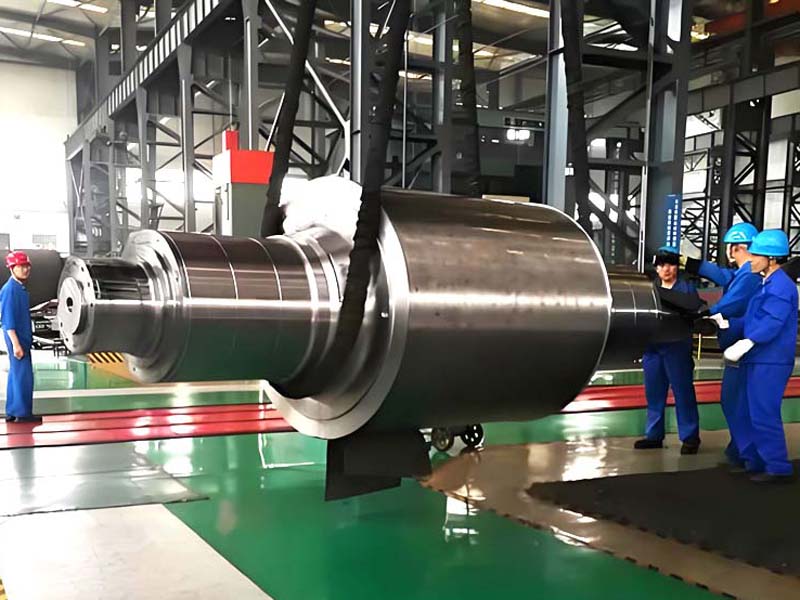
Контроль температуры является основой ковки валов и напрямую влияет на пластичность материала и качество поковок. Начальная температура ковки должна быть точно установлена в зависимости от типа материала, например, около 1100℃ для углеродистой стали и около 1150℃ для легированной стали, чтобы обеспечить оптимальное пластичное состояние материала. Конечная температура ковки должна быть достаточно высокой (например, не ниже 800℃ для углеродистой стали), чтобы избежать образования трещин или наклепа.
Процесс нагрева необходимо контролировать поэтапно: на этапе предварительного нагрева (от комнатной температуры до 800℃) необходимо нагревать медленно, чтобы уменьшить термические напряжения; на этапе нагрева (от 800℃ до начальной температуры ковки) можно быстро повышать температуру; на этапе выравнивания необходимо поддерживать температуру для обеспечения ее равномерности и предотвращения дефектов структуры. Например, главные валы ветрогенераторов необходимо нагревать при температуре выше 1200℃ в течение 2 часов и более, чтобы обеспечить полное прогревание материала.
Операции ковки необходимо динамически корректировать: начальная ковка должна быть легкой, чтобы избежать недостаточной температуры в сердцевине; промежуточная ковка должна быть тяжелой, чтобы эффективно деформировать материал в оптимальном диапазоне пластичности; конечная ковка должна быть легкой, чтобы предотвратить растрескивание при низкой температуре. Например, при ковке полуосей используется инфракрасное измерение температуры + автоматическое управление ПЛК, что обеспечивает небольшую погрешность температуры и предотвращает перегрев. Контроль температуры является ключом к повышению характеристик валов.
Похожие продукты
Еще
Какие технологические процессы используются при изготовлении корпусов осевых вентиляторов?
- Ремесла : листовой металл - сварка
- Материал : углеродистая сталь

Анализ технологии механической обработки стальных анкерных плит
- Ремесла : механическая обработка - Фрезерование или фрезерование на станке с ЧПУ
- Материал : углеродистая сталь

Токарно-фрезерная обработка толстостенных фланцев и дефектоскопия
- Ремесла : механическая обработка - Токарная и фрезерная обработка
- Материал : легированная сталь

Калибраторы для буровых установок в нефтедобыче
- Ремесла : механическая обработка - Пятиосевая обработка
- Материал : легированная сталь

Индивидуальное изготовление сварных H-образных балок S355JR для строительных проектов
- Ремесла : листовой металл - сварка
- Материал : углеродистая сталь

Прецизионная обработка U-образных стальных профилей для строительных конструкций
- Ремесла : штамповка - Обычное тиснение
- Материал : Алюминий

Броня конусной дробилки
- Ремесла : -
- Материал :

Инновационная технология скашивания: преодоление узкого места технологии рассеивания тепла высокой плотности
- Ремесла : Обработка поверхности - другой
- Материал : легированная сталь
Больше продуктов
ЕщеКакие технологические процессы используются при изготовлении корпусов осевых вентиляторов?
- Ремесла : листовой металл - сварка
- Материал : углеродистая сталь
Анализ технологии механической обработки стальных анкерных плит
- Ремесла : механическая обработка - Фрезерование или фрезерование на станке с ЧПУ
- Материал : углеродистая сталь
Токарно-фрезерная обработка толстостенных фланцев и дефектоскопия
- Ремесла : механическая обработка - Токарная и фрезерная обработка
- Материал : легированная сталь
Калибраторы для буровых установок в нефтедобыче
- Ремесла : механическая обработка - Пятиосевая обработка
- Материал : легированная сталь
Индивидуальное изготовление сварных H-образных балок S355JR для строительных проектов
- Ремесла : листовой металл - сварка
- Материал : углеродистая сталь
Прецизионная обработка U-образных стальных профилей для строительных конструкций
- Ремесла : штамповка - Обычное тиснение
- Материал : Алюминий
Броня конусной дробилки
- Ремесла : -
- Материал :
Инновационная технология скашивания: преодоление узкого места технологии рассеивания тепла высокой плотности
- Ремесла : Обработка поверхности - другой
- Материал : легированная сталь