Анализ технологии механической обработки лопаток центробежного вентилятора: ключевые моменты контроля точности и технологий обработки поверхности


| Название продукта: | Анализ технологии механической обработки лопаток центробежного вентилятора: ключевые моменты контроля точности и технологий обработки поверхности |
| Ключевые слова: | Лопатки центробежного вентилятора, технология механической обработки, контроль точности, обработка поверхности, технология пятиосевой обработки с ЧПУ |
| Промышленность: | Механические и электрические - Промышленные вентиляторы и сепараторы и т.д. |
| Ремесла: | механическая обработка - |
| Материал: | легированная сталь |
Производители перерабатывающей промышленности
- Есть производители 31 , которые предлагают похожую продукцию
- Есть производители 172 , которые предоставляют эту технологию обработки
- Есть производители 89 , которые предоставляют эту услугу по обработке материалов
- Есть производители 148 , которые предоставляют услуги по обработке в этой отрасли
Подробная информация о продукте
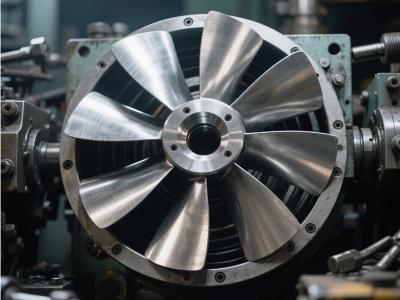
Производительность лопаток центробежного вентилятора напрямую влияет на эффективность и стабильность вентилятора, а качество технологии механической обработки напрямую определяет качество лопаток. В процессе производства лопаток центробежного вентилятора контроль точности и обработка поверхности являются двумя основными техническими моментами.
I. Технология контроля точности
Форма лопаток сложна, и точность их профиля влияет на аэродинамические характеристики. Технология пятиосевой обработки с ЧПУ является ключом к обеспечению точности. Благодаря многоосевому скоординированному движению можно точно вырезать сложные поверхности, а погрешность можно контролировать в пределах ±0,05 мм. В то же время перед обработкой необходимо использовать программное обеспечение CAD/CAM для моделирования, заранее прогнозировать траекторию инструмента и уменьшить фактическую погрешность обработки. Кроме того, разумная конструкция оснастки имеет решающее значение. Фиксирующие штифты, прижимные пластины и другие устройства обеспечивают устойчивость лопаток центробежного вентилятора в процессе обработки, чтобы избежать отклонений размеров, вызванных вибрацией.
II. Ключевые моменты технологии обработки поверхности
Хорошая обработка поверхности может повысить износостойкость и коррозионную стойкость лопаток. Обычная пескоструйная обработка удаляет окалину с поверхности лопаток центробежного вентилятора и формирует шероховатую текстуру посредством высокоскоростного удара песчинок, что повышает адгезию покрытия; технология анодного окисления применима к лопаткам из алюминиевого сплава, образуя плотную оксидную пленку на поверхности, что эффективно повышает коррозионную стойкость. Для высокопроизводительных требований можно также использовать технологию термического напыления, которая распыляет расплавленный износостойкий сплав в виде порошка на поверхность лопатки, образуя защитный слой с твердостью выше HV800, что значительно продлевает срок службы лопаток центробежного вентилятора.
III. Контроль качества и оптимизация
После завершения обработки необходимо использовать трехкоординатные измерительные машины, лазерные сканеры и другое оборудование для проведения полноразмерного контроля лопаток, уделяя особое внимание ключевым параметрам, таким как контур профиля лопатки и толщина. Если обнаружено превышение допуска, параметры обработки можно исправить с помощью алгоритма компенсации погрешности или выполнить вторичную обработку локальных областей, чтобы гарантировать соответствие продукта требованиям конструкции.
В механической обработке лопаток центробежного вентилятора контроль точности и обработка поверхности дополняют друг друга. Только освоив технические моменты этих двух аспектов, можно производить эффективные и долговечные лопатки, обеспечивая надежную гарантию стабильной работы вентилятора.
I. Технология контроля точности
Форма лопаток сложна, и точность их профиля влияет на аэродинамические характеристики. Технология пятиосевой обработки с ЧПУ является ключом к обеспечению точности. Благодаря многоосевому скоординированному движению можно точно вырезать сложные поверхности, а погрешность можно контролировать в пределах ±0,05 мм. В то же время перед обработкой необходимо использовать программное обеспечение CAD/CAM для моделирования, заранее прогнозировать траекторию инструмента и уменьшить фактическую погрешность обработки. Кроме того, разумная конструкция оснастки имеет решающее значение. Фиксирующие штифты, прижимные пластины и другие устройства обеспечивают устойчивость лопаток центробежного вентилятора в процессе обработки, чтобы избежать отклонений размеров, вызванных вибрацией.
II. Ключевые моменты технологии обработки поверхности
Хорошая обработка поверхности может повысить износостойкость и коррозионную стойкость лопаток. Обычная пескоструйная обработка удаляет окалину с поверхности лопаток центробежного вентилятора и формирует шероховатую текстуру посредством высокоскоростного удара песчинок, что повышает адгезию покрытия; технология анодного окисления применима к лопаткам из алюминиевого сплава, образуя плотную оксидную пленку на поверхности, что эффективно повышает коррозионную стойкость. Для высокопроизводительных требований можно также использовать технологию термического напыления, которая распыляет расплавленный износостойкий сплав в виде порошка на поверхность лопатки, образуя защитный слой с твердостью выше HV800, что значительно продлевает срок службы лопаток центробежного вентилятора.
III. Контроль качества и оптимизация
После завершения обработки необходимо использовать трехкоординатные измерительные машины, лазерные сканеры и другое оборудование для проведения полноразмерного контроля лопаток, уделяя особое внимание ключевым параметрам, таким как контур профиля лопатки и толщина. Если обнаружено превышение допуска, параметры обработки можно исправить с помощью алгоритма компенсации погрешности или выполнить вторичную обработку локальных областей, чтобы гарантировать соответствие продукта требованиям конструкции.
В механической обработке лопаток центробежного вентилятора контроль точности и обработка поверхности дополняют друг друга. Только освоив технические моменты этих двух аспектов, можно производить эффективные и долговечные лопатки, обеспечивая надежную гарантию стабильной работы вентилятора.
Предыдущая статья : Кованые фланцы на заказ
Похожие продукты
Еще
Какие технологические процессы используются при изготовлении корпусов осевых вентиляторов?
- Ремесла : листовой металл - сварка
- Материал : углеродистая сталь

Токарно-фрезерная обработка толстостенных фланцев и дефектоскопия
- Ремесла : механическая обработка - Токарная и фрезерная обработка
- Материал : легированная сталь

Анализ технологии механической обработки стальных анкерных плит
- Ремесла : механическая обработка - Фрезерование или фрезерование на станке с ЧПУ
- Материал : углеродистая сталь

Калибраторы для буровых установок в нефтедобыче
- Ремесла : механическая обработка - Пятиосевая обработка
- Материал : легированная сталь

Индивидуальное изготовление сварных H-образных балок S355JR для строительных проектов
- Ремесла : листовой металл - сварка
- Материал : углеродистая сталь

Прецизионная обработка U-образных стальных профилей для строительных конструкций
- Ремесла : штамповка - Обычное тиснение
- Материал : Алюминий

Броня конусной дробилки
- Ремесла : -
- Материал :

Инновационная технология скашивания: преодоление узкого места технологии рассеивания тепла высокой плотности
- Ремесла : Обработка поверхности - другой
- Материал : легированная сталь
Больше продуктов
ЕщеКакие технологические процессы используются при изготовлении корпусов осевых вентиляторов?
- Ремесла : листовой металл - сварка
- Материал : углеродистая сталь
Токарно-фрезерная обработка толстостенных фланцев и дефектоскопия
- Ремесла : механическая обработка - Токарная и фрезерная обработка
- Материал : легированная сталь
Анализ технологии механической обработки стальных анкерных плит
- Ремесла : механическая обработка - Фрезерование или фрезерование на станке с ЧПУ
- Материал : углеродистая сталь
Калибраторы для буровых установок в нефтедобыче
- Ремесла : механическая обработка - Пятиосевая обработка
- Материал : легированная сталь
Индивидуальное изготовление сварных H-образных балок S355JR для строительных проектов
- Ремесла : листовой металл - сварка
- Материал : углеродистая сталь
Прецизионная обработка U-образных стальных профилей для строительных конструкций
- Ремесла : штамповка - Обычное тиснение
- Материал : Алюминий
Броня конусной дробилки
- Ремесла : -
- Материал :
Инновационная технология скашивания: преодоление узкого места технологии рассеивания тепла высокой плотности
- Ремесла : Обработка поверхности - другой
- Материал : легированная сталь