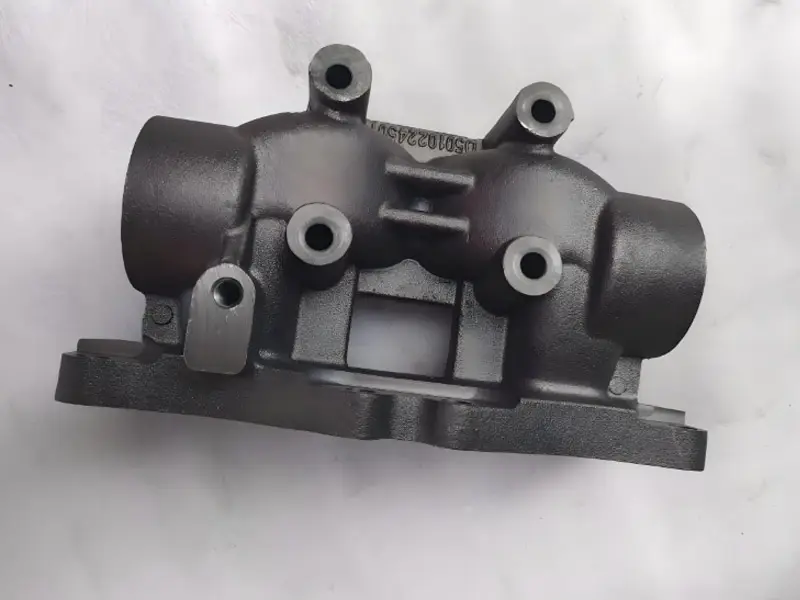
Выпускной коллектор



| Название продукта: | Выпускной коллектор |
| Ключевые слова: | Выпускной коллектор |
| Промышленность: | Транспорт - Аэрокосмическая промышленность |
| Ремесла: | кастинг - литье в песок |
| Материал: | литая сталь |
Производители перерабатывающей промышленности
- Есть производители 54 , которые предлагают похожую продукцию
- Есть производители 129 , которые предоставляют эту технологию обработки
- Есть производители 104 , которые предоставляют эту услугу по обработке материалов
- Есть производители 140 , которые предоставляют услуги по обработке в этой отрасли
Подробная информация о продукте
Выпускной коллектор является ключевым компонентом выхлопной системы, соединяется с блоком цилиндров двигателя и отвечает за сбор и направление отработанных газов из каждого цилиндра в выхлопную трубу. Выпускные коллекторы обычно изготавливаются методом литья. Литье является основным методом производства выпускных коллекторов, поскольку оно позволяет эффективно производить детали сложной формы, устойчивые к высоким температурам. Однако в высокопроизводительных модификациях или гоночных автомобилях для оптимизации производительности и снижения веса также может использоваться сварка труб (не литье) для изготовления трубчатых коллекторов.
Применение литья в производстве выпускных коллекторов
Литье подходит для выпускных коллекторов из-за их сложной геометрии (необходимо соединить несколько цилиндров и свести их в один выход) и требований к устойчивости к высоким температурам. Распространенные методы литья включают:
- Литье в песчаные формы:
- Процесс: Форма коллектора создается из песчаной формы, заливается расплавленный металл (например, ковкий чугун), после охлаждения форма удаляется.
- Преимущества: Низкая стоимость, подходит для массового производства (например, для заводских легковых или коммерческих автомобилей).
- Недостатки: Шероховатая поверхность, низкая точность, большой вес (5-10 кг).
- Применение: Часто встречается в экономичных моделях, таких как обычные семейные автомобили Volkswagen, Toyota.
- Прецизионное литье (литье по выплавляемым моделям):
- Процесс: Для создания точной модели используется восковая модель, которая покрывается керамической оболочкой, затем восковая модель выплавляется, заливается нержавеющая сталь или жаропрочный сплав, после охлаждения оболочка разбивается.
- Преимущества: Гладкая поверхность, высокая точность размеров (±0,1 мм), подходит для сложных конструкций.
- Недостатки: Высокая стоимость, длительный производственный цикл.
- Применение: Автомобили премиум-класса или модифицированные коллекторы, такие как BMW M-серии или AMG.
- Материалы:
- Ковкий чугун: Устойчив к высоким температурам (до 800-1000°C), низкая стоимость, широко используется в заводских коллекторах.
- Нержавеющая сталь (например, 304 или 409): Устойчива к коррозии, легкий вес, часто встречается в высокопроизводительных или модифицированных коллекторах.
- Жаропрочные сплавы (например, Inconel): Используются в гоночных автомобилях или автомобилях с турбонаддувом, выдерживают температуру до 1200°C, но стоят дорого.
Нелитейные процессы: Трубчатые сварные коллекторы
В высокопроизводительных модификациях или в гоночной сфере выпускные коллекторы могут изготавливаться не литьем, а путем сварки труб (называемые «трубчатыми коллекторами» или «headers»):
- Технологический процесс:
- Выбор труб: Нержавеющая сталь (304/316) или титановый сплав, толщина стенки 1,5-2,5 мм.
- Формовка труб: Трубогибочный станок с ЧПУ (CNC tube bender) изгибает трубы в соответствии с заданной формой, соответствующей выпускным отверстиям каждого цилиндра.
- Сварка: TIG аргонодуговая сварка соединяет секции труб и фланцы, обеспечивая герметичность и прочность.
- Обработка поверхности: Полировка или нанесение керамического покрытия для повышения термостойкости и эстетики.
- Преимущества:
- Легкий вес: На 30-50% легче чугунных коллекторов (около 2-5 кг).
- Оптимизация производительности: Оптимизация потока выхлопных газов, снижение противодавления, увеличение мощности на высоких оборотах (может увеличиться на 5-15%).
- Индивидуализация: Можно регулировать диаметр и длину трубы в зависимости от модели автомобиля и двигателя (например, с турбонаддувом или без него).
- Недостатки:
- Высокая стоимость (2000-10 000 юаней, в зависимости от материала и бренда).
- Сложное производство, требующее высокоточного оборудования и квалифицированных специалистов.
- Применение: Гоночные автомобили, модифицированные автомобили (например, Subaru WRX, Honda Civic Type R) или бренды премиум-класса (например, Akrapovic, HKS).
Похожие продукты
Еще
Какие технологические процессы используются при изготовлении корпусов осевых вентиляторов?
- Ремесла : листовой металл - сварка
- Материал : углеродистая сталь

Анализ технологии механической обработки стальных анкерных плит
- Ремесла : механическая обработка - Фрезерование или фрезерование на станке с ЧПУ
- Материал : углеродистая сталь

Токарно-фрезерная обработка толстостенных фланцев и дефектоскопия
- Ремесла : механическая обработка - Токарная и фрезерная обработка
- Материал : легированная сталь

Калибраторы для буровых установок в нефтедобыче
- Ремесла : механическая обработка - Пятиосевая обработка
- Материал : легированная сталь

Индивидуальное изготовление сварных H-образных балок S355JR для строительных проектов
- Ремесла : листовой металл - сварка
- Материал : углеродистая сталь

Прецизионная обработка U-образных стальных профилей для строительных конструкций
- Ремесла : штамповка - Обычное тиснение
- Материал : Алюминий

Броня конусной дробилки
- Ремесла : -
- Материал :

Инновационная технология скашивания: преодоление узкого места технологии рассеивания тепла высокой плотности
- Ремесла : Обработка поверхности - другой
- Материал : легированная сталь
Больше продуктов
ЕщеКакие технологические процессы используются при изготовлении корпусов осевых вентиляторов?
- Ремесла : листовой металл - сварка
- Материал : углеродистая сталь
Анализ технологии механической обработки стальных анкерных плит
- Ремесла : механическая обработка - Фрезерование или фрезерование на станке с ЧПУ
- Материал : углеродистая сталь
Токарно-фрезерная обработка толстостенных фланцев и дефектоскопия
- Ремесла : механическая обработка - Токарная и фрезерная обработка
- Материал : легированная сталь
Калибраторы для буровых установок в нефтедобыче
- Ремесла : механическая обработка - Пятиосевая обработка
- Материал : легированная сталь
Индивидуальное изготовление сварных H-образных балок S355JR для строительных проектов
- Ремесла : листовой металл - сварка
- Материал : углеродистая сталь
Прецизионная обработка U-образных стальных профилей для строительных конструкций
- Ремесла : штамповка - Обычное тиснение
- Материал : Алюминий
Броня конусной дробилки
- Ремесла : -
- Материал :
Инновационная технология скашивания: преодоление узкого места технологии рассеивания тепла высокой плотности
- Ремесла : Обработка поверхности - другой
- Материал : легированная сталь